![]()

カイゼンのプロが御社の現場でのお悩みを
24時間以内に回答!!
![]()
中国の在庫管理はバーコード活用が常識。
16年2364社のカイゼン実績!!
![]()
トレーサビリティーシステムの決定版!!
無料DemoDVD進呈中!
![]()
![]()
製品在庫管理、出荷管理の煩雑な業務を
バーコードを活用しカイゼン!!
![]()
![]()
カンバンにはバーコードが必須!
事例25社公開中。全中対応可
![]()
投資対効果、平均18.25倍のカイゼン効果金額達成!
生産性、品質を向上させ、自らカイゼンできるリーダーを6日間で育成。
限定20名。
>>現場カイゼン塾《実務者編》
![]()
相手の能力や自発性を引き出すための
コミュニケーションスキル
![]()

![]()
自らカイゼンを実行できる社内の
人材を半年~1年間かけて育成。
![]()
設備の異常を携帯電話へすぐお知らせ!!
稼働率の見える化を行います!!!
![]()
![]()
自動車部品メーカー396社
の調査を元に研究開発!
バーコード出荷検証システム EasyVerify!
![]()
TPMとは何か??TPMの進め方、保全管理の進め方など基礎の基礎から学習!
ロスゼロを目指し自らカイゼン活動をする設備保全・管理者を育成します。
現場カイゼン塾≪設備保全・管理者編≫
![]()

システム化して管理・間接作業者の工
数削減をしたいけど…
どこをシステム化すれば投資対効
果が高いかわからない…などなど
あなたの現場システム化のお悩みを
毎月限定 3 社のみ無料現場診断!
![]()
IoTを駆使して、
-設備稼働率の自動収集
-生産出来高の手書き日報排除
-生産進捗のリアルタイムな見える化
-設備保全レポートの集約管理と予防保全
への移行
したい方は他にいませんか?
![]()
もし、あなたの現場が
まだ手書きで作業日報を
記入しているとしたら…
工場全体の工数を低減させる
大チャンスかもしれません…
![]()
第4回
~管理資料がないのは管理していないのと同じだ!~
中国の生産現場を訪問して現場カイゼンの方法を説き、自らカイゼンできる人材を育成する「カイゼニスト松浦敏彦」。トヨタ生産方式に基づく豊かな経験を活かし、今回は一流ホテルやブランドブティック等の家具を受注生産するFurniture LABOの生産現場でカイゼンに取り組む。
中国の生産現場でよく聞く悩みの一つは外注先の管理ができないことだ。
自社のカイゼンが進むほどこの問題は大きくなり、避けては通れなくなる。
今回、上海富瀾家具有限公司(Furniture LABO)の外注管理のカイゼンのため、カイゼニストの松浦敏彦はカイゼンチームと一緒に外注先を訪問した。この訪問先は特に不良の発生率が高く、早急にその原因追究と再発防止が求められている工場だ。外注先担当者との挨拶を足早に済ませ、副総経理の冨田悦雄はさっそく不良問題について話を始めた。
クレーム報告書の内容を一つずつ読み上げ、原因と対策の状況を聞いていく。「本棚の一部にひび割れがありました。これはどのように対策しますか?」冨田の質問に対し、外注先の担当者は、「これくらいのひび割れはすぐには見つけにくい。ひび割れの可能性があるならすべてチェックしなければならない。どうしても必要なら次からはもっと発注金額を上げて欲しい」と要求してきた。一筋縄では行かなそうな雰囲気である。
冨田は続いて他の問題も指摘した。「テーブルのトップにフシ(節)が散見されました。これはどのように対策しますか?」外注先担当者は、「これくらいの大きさのフシは当社の規定ではOKである。これが不良だというなら明確な基準書を示してほしい」と答えた。外注先における問題認識は甘く、対策状況は明らかに不足しているように思えた。隣で様子を見ていた松浦がしびれを切らして発言した。―「現場の管理資料を見せてください」。
外注先担当者はすぐにアシスタントを呼び、何やら話していたが、該当する書類は見当たらなかった。
松浦は「それはアカン!」と大きな声で叫び、「それは管理していないのと一緒だ。
管理資料は、まず作業要領書、適正な品質を確保するための加工条件を示す条件チェック要領書、そして品質のチェック要領書、さらに異常処置要領書の4つが最低必要だ」と説明した。
外注先担当者は、あらためて管理資料の重要性を理解した様子だった。松浦は隣に座っている冨田に向かって言った。―「外注先には今回の問題の再発防止対策書を提出させ、品質会議で報告させないとアカンな。実施状況についても現物や管理資料で報告させた方がいい。
問題について一つひとつ深く議論して対策せなアカン」。
外注先は他にも多数あるため、継続して外注管理の強化を図ることになった。

会議室に戻り、松浦は各製造同社の管理監督者の教育の必要性を感じた松浦は、管理監督者の5つの管理業務について勉強会を開催することにした。
「生産部門の管理監督者は仕事のアウトプットとして、Q(品質)、P(生産量・生産性)、D(納期)、C(コスト)、M(モラル・やる気)、S(安全)の5つを管理項目と定め、管理することが重要だ。
具体的には、Qは社内不良、ミス発生件数、クレーム対策書などで、Pは生産金額、生産スピード、標準作業時間などとなる。また、Dは納入遅れ件数、生産進捗遅れ件数などで、Cは経費、生産工数、材料歩留まりなどだ。Mはやる気、出勤率、職場の5Sなどで、Sは災害ケガ発生件数、危険物取り扱い、機械の日常点検などとなる」。
最後に松浦は、「感覚で管理するよりも管理資料でデータをとる方が楽に正確に効率良く管理ができる。管理資料を見える化し、管理の時間を節約するといい」と付け加えた。
定例で開催しているカイゼン活動進捗会議の冒頭、董事長の堀雄一朗は、メンバーに対して今の気持ちを正直に伝えた。―「これまで3カ月間、カイゼニストの松浦さんに指導いただいてきたが、期待していたよりもカイゼン活動の進捗が遅いと感じる。本当のカイゼンを進めていくためには、君たち管理監督者の実行力が必要だ!」トップは常に最短時間で最高の成果を求めるものだ。
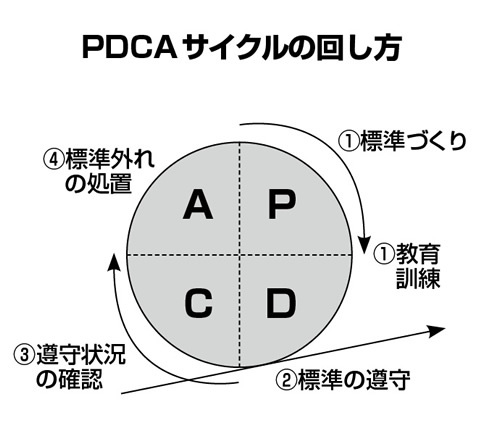
カイゼニストの松浦敏彦はその期待に応えるべく、管理監督者が実行すべき『標準遵守活動』について説明を始めた。「管理の目的は維持安定とカイゼン向上だ。
維持安定には、特に標準遵守活動が大切だ」。松浦はそう言って図を指差した。
「まず、作業者が守ることができる作業標準をつくることが重要だ。
不具合現象についても具体的に明記して作業者に十分教育し、訓練する必要がある。
これがPLANだ。次にその作業標準を自らがしっかり守り、そして部下にも守らせる。これがDOだ。
その上で管理監督者は標準が守られているか、その遵守状況を確認する必要がある。これはCHECKだ。もし標準に外れていることを見つけたら原因追究を行って対処する。これがACTIONだ。
標準遵守活動とはこの管理のPDCAサイクルを回していくことだ」。
標準遵守活動を進めていくには分かりやすい管理資料が必要なのは言うまでもない。各メンバーは松浦の説明を聞き、気持ちを新たに引き締めた。

●Furniture LABO(その1)
●Furniture LABO(その2)
●Furniture LABO(その3)
●Furniture LABO(その4)
●Furniture LABO(その5)
●Furniture LABO(その6)