![]()

カイゼンのプロが御社の現場でのお悩みを
24時間以内に回答!!
![]()
中国の在庫管理はバーコード活用が常識。
16年2364社のカイゼン実績!!
![]()
トレーサビリティーシステムの決定版!!
無料DemoDVD進呈中!
![]()
![]()
製品在庫管理、出荷管理の煩雑な業務を
バーコードを活用しカイゼン!!
![]()
![]()
カンバンにはバーコードが必須!
事例25社公開中。全中対応可
![]()
投資対効果、平均18.25倍のカイゼン効果金額達成!
生産性、品質を向上させ、自らカイゼンできるリーダーを6日間で育成。
限定20名。
>>現場カイゼン塾《実務者編》
![]()
相手の能力や自発性を引き出すための
コミュニケーションスキル
![]()

![]()
自らカイゼンを実行できる社内の
人材を半年~1年間かけて育成。
![]()
設備の異常を携帯電話へすぐお知らせ!!
稼働率の見える化を行います!!!
![]()
![]()
自動車部品メーカー396社
の調査を元に研究開発!
バーコード出荷検証システム EasyVerify!
![]()
TPMとは何か??TPMの進め方、保全管理の進め方など基礎の基礎から学習!
ロスゼロを目指し自らカイゼン活動をする設備保全・管理者を育成します。
現場カイゼン塾≪設備保全・管理者編≫
![]()

システム化して管理・間接作業者の工
数削減をしたいけど…
どこをシステム化すれば投資対効
果が高いかわからない…などなど
あなたの現場システム化のお悩みを
毎月限定 3 社のみ無料現場診断!
![]()
IoTを駆使して、
-設備稼働率の自動収集
-生産出来高の手書き日報排除
-生産進捗のリアルタイムな見える化
-設備保全レポートの集約管理と予防保全
への移行
したい方は他にいませんか?
![]()
もし、あなたの現場が
まだ手書きで作業日報を
記入しているとしたら…
工場全体の工数を低減させる
大チャンスかもしれません…
![]()
第4回
指標を見ながら問題を一つひとつ分解していけばカイゼンできる
中国の生産現場を訪問して現場カイゼンの方法を説き、自らカイゼンできる人材を育成する「カイゼニスト 山田敏博」。トヨタ生産方式に基づく豊かな経験を活かし、今回は間欠輪転式ラベル印刷機を受注生産する琳得科(天津)実業の生産現場でカイゼンに取り組む。
琳得科(天津)実業有限公司のカ
イゼン活動はすでに6カ月目を迎
え、成果の発表会が行われた。日
本本社から来ていたリンテック専
務執行役員の川崎茂と事業部門長
兼董事長の盛本純郎も特別に参加
した。カイゼンチームのメンバーは、
あらかじめカイゼン成果をレポート
にまとめ、発表の練習を行ってきた。
レポートはA4サイズの紙にカイゼ
ン前の写真とカイゼン後の写真を並べて貼り付け、カイゼンの効果を棒グラフなどで表現する構成になっている。
1枚に1つのカイゼン
成果を表現し、成果が10個あれば
10枚のレポートとなる。
レポートは1枚で簡潔にまとめるというトヨタのやり方を参考にして、カイゼニス
トの山田敏博が指導した結果だ。
報告会は、各担当者が1枚のレポートにつき2分間ずつのペースで行われた。本番になると説明に力
が入り、自然と予定時間を超過し
ていく。報告会を通じてカイゼンチームのメンバー自身も活動の成果を実感できたのだ。
全員の熱の
入った説明が終わった後、川崎は
立ち上がって言った。―「すごい成果が上がっていると感じる。でも、難しいことをやってください
とは言われていないはずだ。それを
一つひとつ丁寧にこなしているの
で効果が出ているのだろう。この成果を実感し、ぜひ自分の部下に
伝えてほしい」。続いて盛本が言っ
た。―「そうすれば、製品の品
質はさらに向上し、コスト競争力も高まるだろう」。
発表会の後、川崎と盛本はカイ
ゼンチームのメンバーと一緒に現場
視察を行った。
5Sと見える化が
進んだ現場は以前よりも格段に良
くなっており、川崎と盛本もそれ
を実感していた。日本人駐在員で機械部全体を統括している中村陸
は、これらの成果は上司からの指示ではなく、カイゼン活動で得た知識を自ら考え実行した結果であ
ることを付け加えた。
現場視察を終えると、山田は会
議室にカイゼンチームのメンバーを
集めた。
「カイゼンはこれからが本番だ!」山田はそう言うと、現在
同社が保有している工作機械をホワイトボードに列挙していった。N
C旋盤、中ぐり盤、フライス盤、
研磨機など、カイゼンチームのメンバーは山田と一緒に整理を始めた。
その次に、各工作機械の割当人数
を書き、1カ月当たりの最大稼働
時間157・5時間をもとに各工作
機械の負荷率を割り出していった。
例えば、NC旋盤が5台あり、
担当者が2人だとすると、1カ月
の最大稼働時間は315時間と
なる。しかし、NC旋盤は一人で同時に2台を動かすことができるため、2倍して630時間と計算できる。これは5台のNC旋盤の最大稼働時間787・5時間の
80%に該当する。
次に、生産管理担当からNC旋
盤の加工業務指示をどれくらい出
しているか1カ月の総時間数を計
算し、最大稼働時間との比率をみ
る。生産指示時間が630時間の
場合は負荷率100%となる。実
際の負荷率は6
4・7%だった。

カイゼンチームのメンバーはこれ
らの計算方法を理解するのに苦労
しつつも、すべての工作機械の負
荷率を算出することができた。最
後に、加工課係長の周全明は山
田に対して真剣な顔で質問した。
―「山田先生、計算方法は分か
りましたが、これとカイゼンとどう
いう関係があるのですか?」
山田と中村はあまりにも素朴な
質問に大笑いしてしまった。そし
て、すぐに山田は周係長に聞いた。
―「周さんはこの数字を見てど
う思うんだ?」 周係長は「没有问
题(問題ない)」と回答した。それを聞いた山田は、「どうして問題がないんだ?(为什么没问题?)」と
切り返し、「NC旋盤の負荷率は
64・
7%し
かないじゃないか。これでは機械が遊んでいるということだ。もっと負荷率を高めるカイ
ゼンを実行するため、毎月この指
標を提出して欲しい」。それを聞
いていた中村は、機械部部長の顔
安にうれしそうに言った。
―「これで経営ができるようになる!」
 工作機械の負荷率についての作
業を終えた後、山田は再びカイゼ
ンチームに向かって言った。
工作機械の負荷率についての作
業を終えた後、山田は再びカイゼ
ンチームに向かって言った。
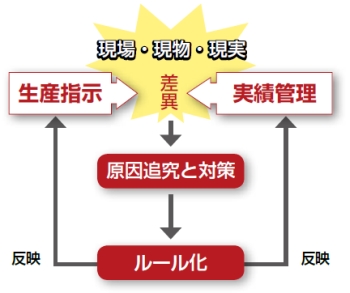
―「適
切な生産指示時間を出すためには、
部品別に工程とリードタイムを正確に設定して算出する必要がある。
一
方、生産指示に基づいて作業を行う時は、品質が確保できる作業標
準に基づいて、生産の実績管理を
進める必要がある。これら生産指
示と実績管理はいつも正しいとは限
らないので、現場・現物・現実でその差異を確認する必要がある。そ
して、差異の原因追究と対策を行い、新しいルールを作り、生産指示と実績管理の方法に反映していく。その結果をまた確認し、PDCA
を回していく。これがこれからのカイゼン活動の中心になるはずだ」。
6カ月のカイゼン活動を終え、
同社は次のカイゼンステップに進
むべく新たな活動を開始した。

●江陰石田製綱有限公司
●琳得科(天津)実業有限公司(その1)
●琳得科(天津)実業有限公司(その2)
●琳得科(天津)実業有限公司(その3)